
USB Cable低压注塑成型
USB Cable低压注塑成型




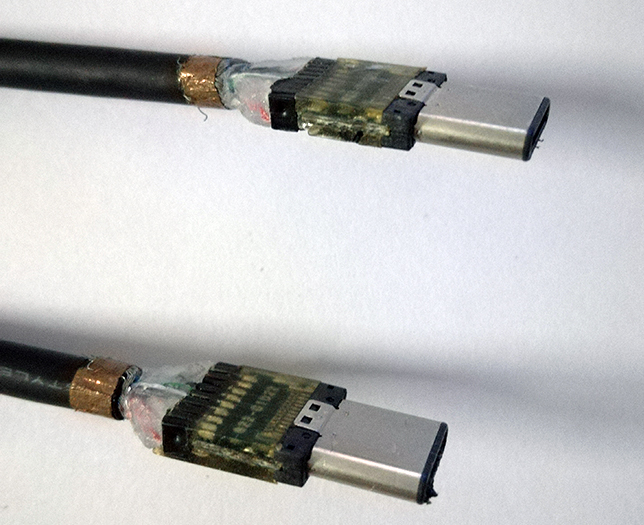
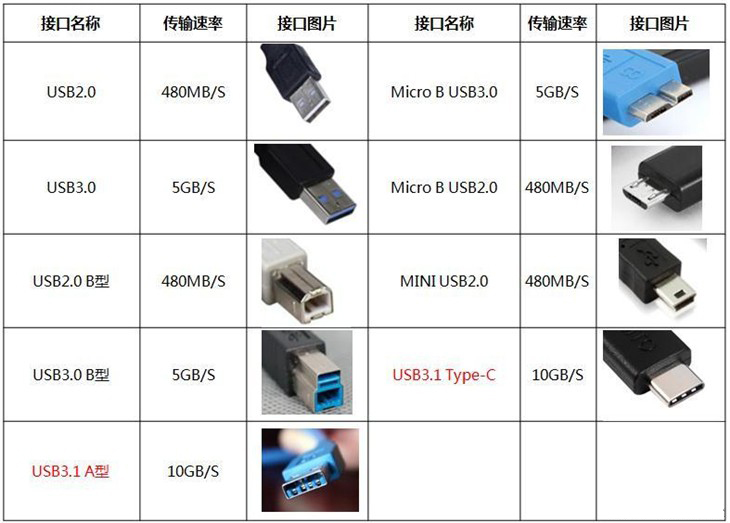
USB 3.1 Type C突出优点如下:
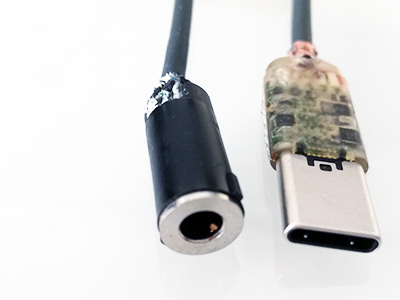
以下分3个步骤,图文解释低压注塑成型之应用:
一、合适的注塑设备:
由于每个接头用胶量少,结合聚酰胺热熔胶材料碳化特性,建议胶缸在1-3Liter,以免长时间煮胶产生色变及碳化。


| 参数 / 型号 | 桌上型 (小批量生产) |
手持式胶枪 (开发打样) |
| 胶槽容量 Liter | 1L | 200 ML |
| 尺寸(L*W*H) | 360*440*510 mm | 355*65*320 mm |
| 功率 | 1100 Watt | 350 Watt(Max) |
| 合模力 | 50 Kg | 手动 |
| 最大融胶速度 | 2.5Kg / HR | 2.5Kg / HR |
| 重量 | 40 Kg | 1.6 Kg |
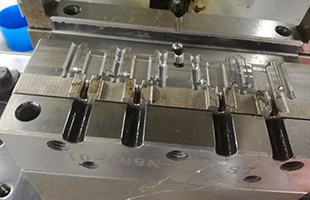
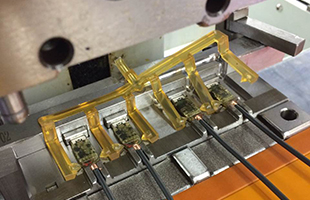
二、最佳模具设计/精密制造:
低压注塑模具,常会被缩水、气泡、披风、缺胶等问题困扰,对模具设计要求更高。
 |
 |
 |
三、原材料的选择:
Cable应用低压注塑通常2种方式:

| 品牌 / 型号 | 温度性能 | 肖氏硬度 | 软化点 | 操作温度 |
| Technomelt® PA 2692 | -40℃~175℃ | 57D | 210℃ | 240℃~270℃ |
| Technomelt® PA 682 | -40°C~150°C | 88A | 188℃ | 225℃~235℃ |
| Thermelt® 195 | -20℃~170℃ | 56D | 202℃ | 210℃~230℃ |
| Thermelt® 867 | -40°C~150°C | 45D | 180℃ | 220℃~230℃ |
| 品牌 / 型号 | 温度性能 | 肖氏硬度 | 软化点 | 操作温度 |
| Technomelt® PA 6208 | -40℃~105℃ | 82A | 155℃ | 180℃~230℃ |
| Thermelt® 869 | -20℃~170℃ | 39D | 160℃ | 190℃~210℃ |